


















PEEK (poliéter éter cetona) es un termoplástico de alto rendimiento conocido por su excepcional resistencia mecánica, resistencia química y estabilidad térmica. Sin embargo, el moldeo por inyección de PEEK es mucho más desafiante que el moldeo de plásticos comunes como ABS o PP. Debido a su alto punto de fusión (~343°C), alta cristalinidad y sensibilidad a las velocidades de enfriamiento, la deformación (deformación o contracción) es un dolor de cabeza común.
Si tiene problemas con piezas de PEEK deformadas, no se preocupe: no está solo. La buena noticia es que la deformación se puede minimizar o incluso eliminar con el enfoque correcto. A continuación se ofrece una guía sistemática para lograr piezas moldeadas por inyección de PEEK dimensionalmente estables.
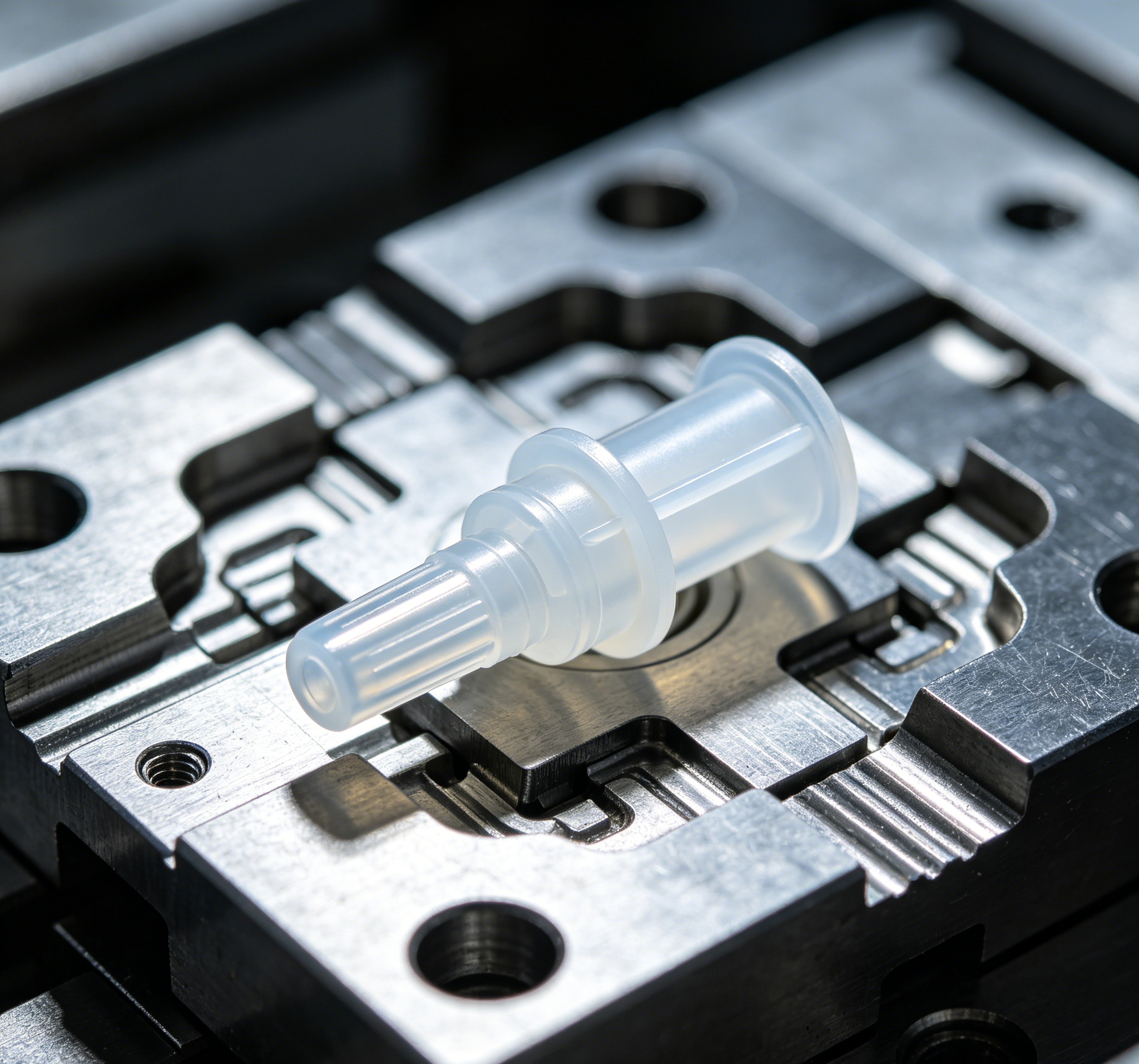
Un molde de microinyección de precisión médica está especializado en la fabricación de componentes ultrapequeños, de alta limpieza y biocompatibles utilizados en dispositivos médicos mínimamente invasivos, equipos de diagnóstico y accesorios médicos desechables. El ETFE de grado médico es el fluoropolímero ideal para el micromoldeo médico debido a su excelente biocompatibilidad, alta transparencia, resistencia a la esterilización y rendimiento de contracción estable. Un molde de microinyección de precisión médica profesional debe seguir estrictos estándares de tamaño mínimo y un control de precisión de nivel médico para producir micropiezas de ETFE calificadas para uso clínico.
READ MORE
En el moldeo por inyección de precisión, la selección del material determina directamente la vida útil del molde, la eficiencia de la producción, el rendimiento del producto y el rendimiento final de la pieza. Entre los fluoroplásticos de alto rendimiento, el PTFE (politetrafluoroetileno) y el ETFE (etileno tetrafluoroetileno) son dos materiales ampliamente utilizados con propiedades únicas. Aunque ambos pertenecen a la familia de los fluoropolímeros y ofrecen una excelente resistencia a la corrosión y rendimiento antiadherente, la adaptabilidad del molde, los métodos de procesamiento y los escenarios de aplicación industrial difieren drásticamente.
READ MORE
Acaba de expulsar un nuevo lote de piezas, pero en lugar de componentes bonitos y planos, lo que está viendo es chatarra retorcida, arqueada o curvada. Esto es la deformación, uno de los defectos más frustrantes y costosos del moldeo por inyección.
La deformación ocurre cuando diferentes áreas de una pieza se encogen de manera desigual durante el enfriamiento. La buena noticia es que con el diseño del molde y el control del proceso adecuados, esto se puede prevenir por completo.
Analicemos por qué ocurre la deformación y cómo solucionarlo.
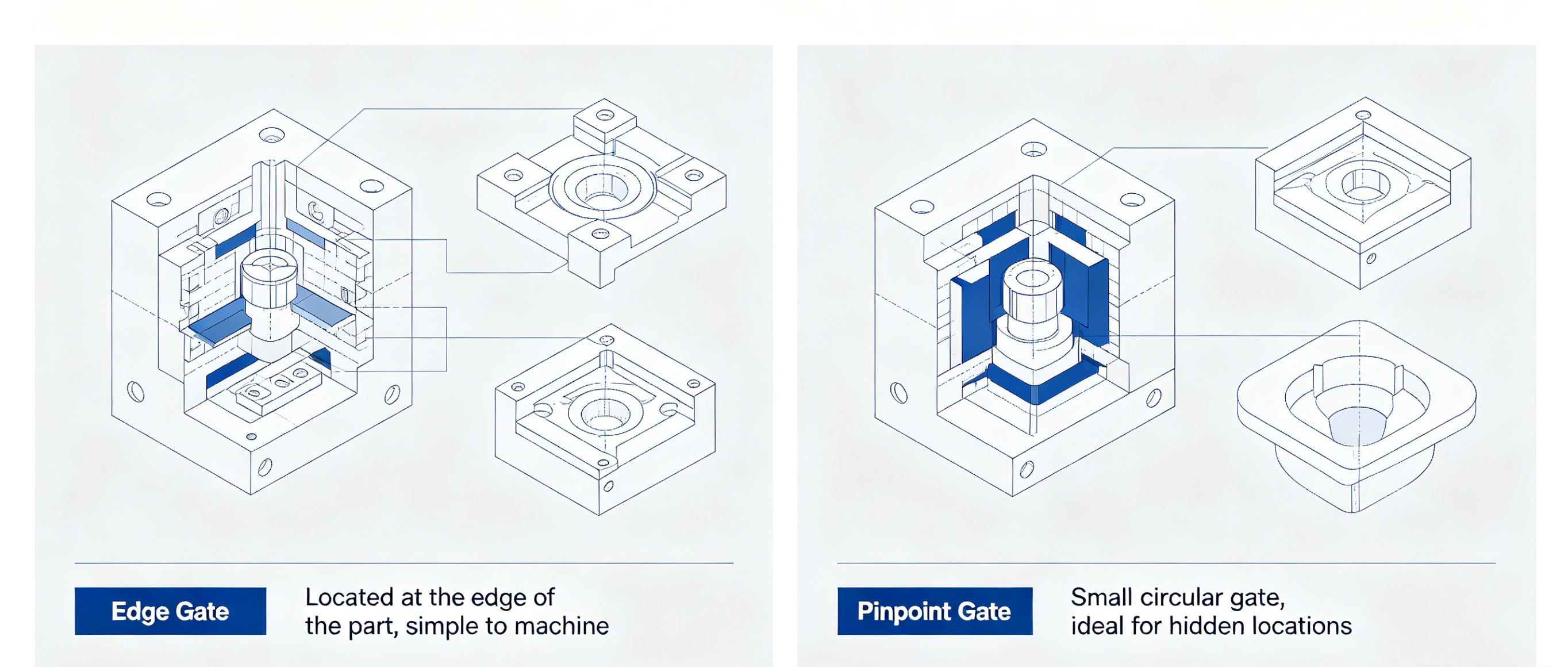
Una guía práctica para elegir el tipo de compuerta correcto, evitar defectos comunes y optimizar la calidad de sus piezas de plástico.
Si alguna vez ha tenido que lidiar con defectos de moldeo por inyección, como chorros, marcas de quemaduras o marcas de hundimiento, es probable que la causa principal se remonta a una característica pequeña pero crítica: la puerta.
La compuerta es la pequeña abertura que permite que el plástico fundido entre en la cavidad del molde. Puede que sea pequeño, pero lo controla todo: la apariencia de la pieza, la estabilidad dimensional, la resistencia y el tiempo del ciclo.
En esta guía, analizaremos los tipos de puertas más comunes, desde puertas de borde resistentes hasta puertas automatizadas con precisión, y le mostraremos exactamente cómo diseñarlas para lograr el éxito.
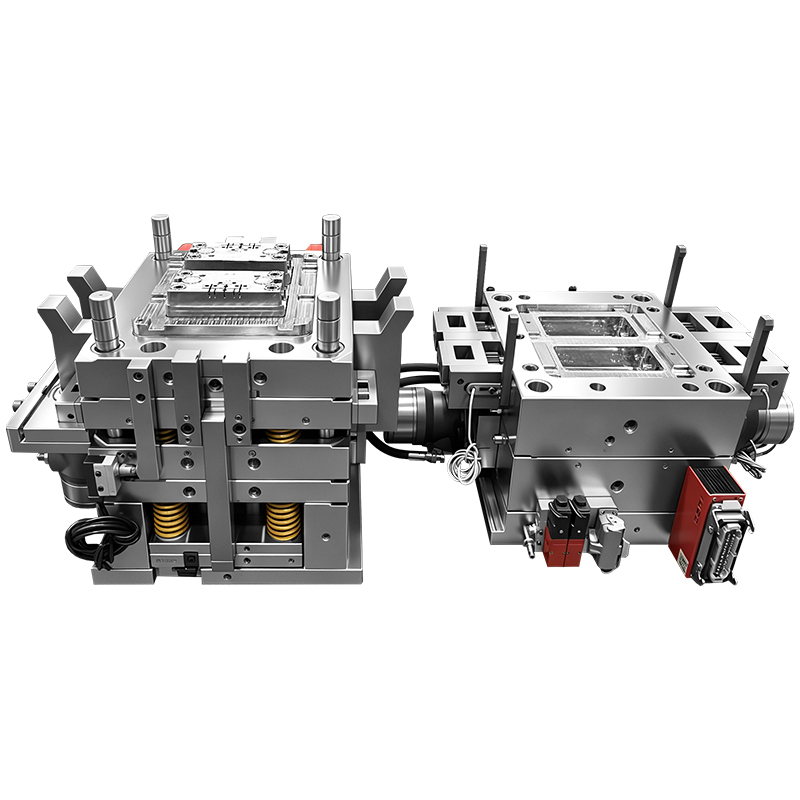
Si alguna vez ha visto pequeñas marcas de quemaduras en el borde de una pieza moldeada o ha notado un llenado incompleto al final de una costilla, probablemente se haya encontrado con gas atrapado. Es uno de los defectos más comunes en el moldeo por inyección, pero muchos talleres luchan por solucionarlo de manera consistente.
¿La buena noticia? La mayoría de los problemas de gases atrapados se pueden solucionar sin costosas modificaciones en el molde. ¿Las malas noticias? Muchos operadores optan primero por la solución equivocada.
Permítame explicarle qué es realmente el gas atrapado, por qué sucede y, lo más importante, cómo solucionarlo, comenzando con los ajustes más simples.





